Enter a word or phrase in any language 👆
Language:
Translation and analysis of words by ChatGPT artificial intelligence
On this page you can get a detailed analysis of a word or phrase, produced by the best artificial intelligence technology to date:
- how the word is used
- frequency of use
- it is used more often in oral or written speech
- word translation options
- usage examples (several phrases with translation)
- etymology
What (who) is Резец - definition
СТРАНИЦА ЗНАЧЕНИЙ В ПРОЕКТЕ ВИКИМЕДИА
Резец
I
Резе́ц
--------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
| № формы | Наименование | Вид | Область применения |
| ------------------ ---------------------------------- -------------------------------- ------------------------------------------------------------------------------------------ |
| I | Плоская без фаски | | Резцы всех типов для обработки чугуна и медных |
| | | | сплавов |
| ------------------ ---------------------------------- -------------------------------- ------------------------------------------------------------------------------------------ |
| II | Плоская с фаской | | Резцы всех типов для обработки стали; f = 0 , 2-0 , 3 |
| | | | мм при чистовой обработке; f = 0,8-1,0 мм при черновой |
| | | | обработке, γ = 0° для резцов из быстрорежущей стали, g |
| | | | = (- 5) - (-10) °- из твёрдого сплава |
| ------------------ ---------------------------------- -------------------------------- ------------------------------------------------------------------------------------------ |
| III | Paдиусная с | | Peзцы всех типов для обработки стали: R = 3-18 мм - |
| | фаской | | для быстрорежущей стали: R = 2-6 мм - для твёрдого |
| | | | сплава: f и γφ - аналогичны форме II |
| ------------------ ---------------------------------- -------------------------------- ------------------------------------------------------------------------------------------ |
| IV | Плоская | | Резцы с пластинками твёрдого сплава при черновом |
| | отрицательная | | точении стали с временным сопротивлением sвр ≥ 1000 |
| | | | Мн/м2 (100 кгс/мм2), стального литья с коркой, при |
| | | | точении с ударами |
| ------------------ ---------------------------------- -------------------------------- ------------------------------------------------------------------------------------------ |
| V | Плоская с фаской и | | Черновое точение стали с крупной стружкой и подачами |
| | опущенной | | ≥ 1,5 мм/об; γφ =(-10) - (-15)° |
| | вершиной | | |
--------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
в археологии кремнёвое орудие с режущим краем, применявшееся человеком в эпохи позднего Палеолита, Мезолита и раннего Неолита для обработки кости, рога и некоторых пород камня.
II
Резе́ц
режущий инструмент, применяемый при обработке изделий на токарных, револьверных, расточных, карусельных, строгальных, долбёжных, зубострогальных и специальных станках. Р. представляет собой стержень, состоящий из головки с режущей частью и державки, которой Р. закрепляется на станке. По форме головки различают Р.: прямые, отогнутые, изогнутые, чашечные; по сечению державки - прямоугольные, квадратные, круглые. Конструктивно Р. могут выполняться с приваренной головкой или режущей пластинкой, с припаянной пластинкой, с направленной головкой, с головкой-вставкой, с механическим закреплением пластинки и т. д. По назначению (виду обработки) различают Р.: проходные, подрезные, отрезные и прорезные, расточные, резьбонарезные, радиусные, фасонные и др. (рис. 1). В зависимости от характера обработки Р. бывают черновые (обдирочные), чистовые, для тонкого точения, выглаживающие; по направлению подачи - правые и левые. Материал режущей части - инструментальные (в т. ч. быстрорежущие) стали, твёрдые сплавы, минералокерамические материалы, искусственные алмазы, эльбор и др. Форму передней поверхности Р. (см. Геометрия резца) выбирают в зависимости от материала его режущей части, обрабатываемого материала, способа получения обрабатываемой заготовки и характера обработки (см. табл.).
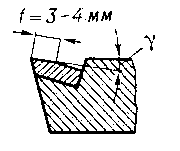
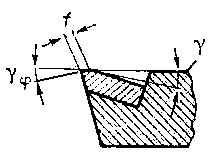
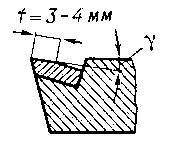
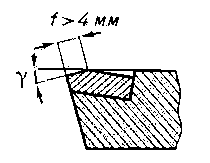
Формы передней поверхности резцов
Геометрические параметры режущей части влияют на основные факторы процесса резания: трение между поверхностями Р. и заготовки, форму и направление схода стружки, деформацию поверхностного слоя, стойкость Р., силы резания, интенсивность и величину изнашивания Р., шероховатость обработанной поверхности и др.
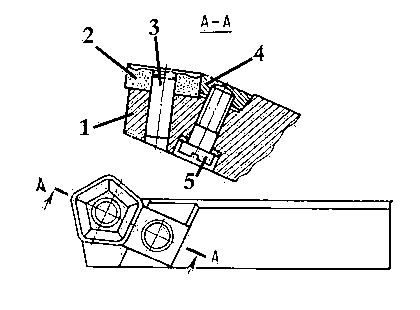
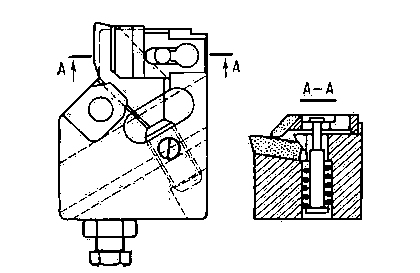
В зависимости от конкретных условий обработки (обрабатываемого материала, режима резания, типа Р., жёсткости системы станок - приспособление - инструмент - деталь, характера обработки, способа получения обрабатываемой заготовки и др.) экспериментально найдены оптимальные параметры геомерии режущей части Р. (рис. 2-5): γ = [(-10)-25]°; α = (6 + 12)°; φ = (10 + 90)°; φ1 = (0-20)°; λ = [(-4)-15]°.
При обработке изделий Р. с увеличенным радиусом при вершине r уменьшается шероховатость поверхности, но возрастают силы отжатия Р. от обрабатываемого изделия и увеличивается его прогиб, а также повышаются вибрации. Поэтому принимают r = 1 мм; для упрощения заточки твердосплавного Р. вместо закругления вершины делают переходную режущую кромку длина 1-2 мм с φ0 = φ/2. Для Р. с минералокерамическими пластинками рекомендуется: γ = [(-5)-(-10)]°; α = (8-10)°; φ = (75-90)° (для нежёстких деталей) и φ = (10-30)° (для особо жёстких деталей).
От свойств инструментального материала, конструкции Р. и геометрии их режущей части в значительной степени зависит эффективность процесса обработки металлов резанием (См. Обработка металлов резанием) - наиболее трудоёмкой части технологического процесса производства. Эта проблема тесно связана с обработкой новых труднообрабатываемых материалов, повышением требований к точности изготовления и качеству поверхностей, предварительной настройкой на размер и быстрой сменой инструмента без подналадки. Для обработки нержавеющих и жаропрочных сталей и сплавов Всесоюзным научно-исследовательским институтом твёрдых сплавов (ВНИИТС) разработаны особо мелкозернистые твёрдые сплавы ВК6-ОМ, ВК10-ОМ, ВК15-ОМ, для чистовой и получистовой скоростной обработки легированных, модифицированных и ковких чугунов - твёрдый сплав ТТ8К16, а для прерывистых работ с ударами - твёрдый сплав ТТ20К9. Находят применение многогранные неперетачиваемые твердосплавные пластинки с износостойким покрытием - карбидом титана, который наносится тонким слоем (до 5 мкм) методом осаждения из газовой фазы. Всесоюзным научно-исследовательским инструментальным институтом (ВНИИ) разработан ряд конструкций Р. с многогранными режущими вставками и стружколомающими канавками. Широко применяются Р. с механическим закреплением пластин, Р. со вставками из композиционных материалов, поликристаллических алмазов и т. п. См. также Металлорежущий инструмент, Дереворежущий инструмент.
Лит.: Грановский Г. И., Металлорежущий инструмент. Конструкция и эксплуатация, 2 изд., М., 1954; Семенченко И. И., Матюшин В. М., Сахаров Г. Н., Проектирование металлорежущих инструментов, М., 1963; Режущий инструмент. Резцы, М., 1965; Резание конструкционных материалов, режущие инструменты и станки, под ред. В. А. Кривоухова, М., 1967; Аршинов В. А., Алексеев Г. А., Резание металлов и режущий инструмент, 2 изд., М., 1967; Пути совершенствования металлорежущего инструмента. Обзор, М., 1972; Бобров В. Ф., Иерусалимский Д. Е., Резание металлов самовращающимися резцами, М., 1972; Гладилин А. Н., Малевский Н. П., Справочник молодого инструментальщика по режущему инструменту, 3 изд., М., 1973; Резание конструкционных материалов, режущие инструменты и станки, 2 изд., М., 1974.
Д. Л. Юдин.
Формы передней поверхности резцов: 1 - плоская без фаски; 2 - плоская с фаской; 3 - радиусная с фаской; 4 - плоская отрицательная; 5 - плоская с фаской и опущенной вершиной.
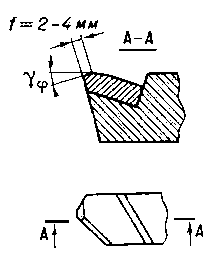
Формы передней поверхности резцов: II - плоская с фаской. Область применения: резцы всех типов для обработки стали; f = 0,2-0,3 мм при чистовой обработке; f = 0,8-1,0 мм при черновой обработке, γ =0° для резцов из быстрорежущей стали, γ = (-5) - (-10)° - из твёрдого сплава.
Формы передней поверхности резцов: III - радиусная с фаской. Область применения: резцы всех типов для обработки стали; R = 3-18 мм - для быстрорежущей стали; R = 2-6 мм - для твёрдого сплава; f и γφ - аналогичны форме II.
Формы передней поверхности резцов: IV - плоская отрицательная. Область применения: резцы с пластинками твёрдого сплава при черновом точении стали с временным сопротивлением σвр ≥ 1000 Мн/м2 (100 кгс/мм2 ),стального литья с коркой при точении с ударами.
Формы передней поверхности резцов: V - плоская с фаской и опущенной вершиной. Область применения: черновое точение стали с крупной стружкой и подачами ≥ 1,5 мм/об; γφ = (-10) - (-15)°.
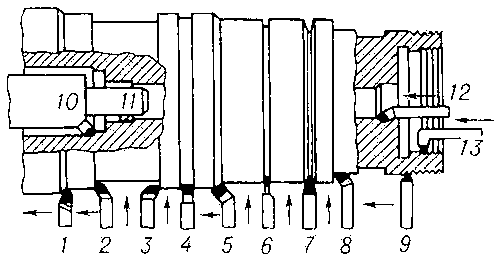
Рис. 1. Токарные резцы: 1 - проходной прямой правый; 2 - проходной упорный правый; 3 - подрезной левый; 4 - подрезной; 5 - проходной отогнутый правый; 6 - отрезной; 7 - фасонный; 8 - подрезной правый; 9 - резьбовой (для наружной резьбы); 10 - расточный упорный (в борштанге); 11 - расточный (в борштанге); 12 - расточный; 13 - расточный для внутренней резьбы.
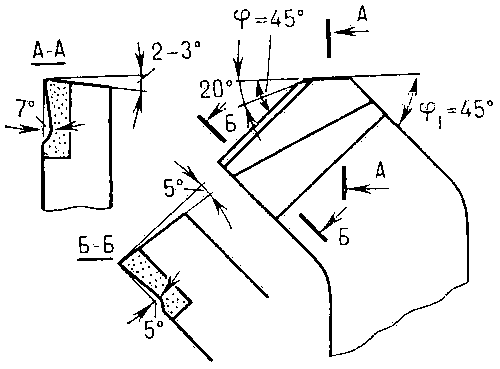
Рис. 2. Резец с зачищающей режущей кромкой: 1 - главная режущая кромка; 2 - переходная режущая кромка; 3 - зачищающая кромка.
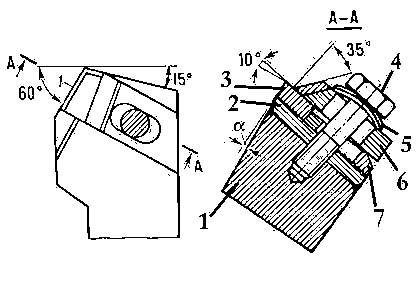
Рис. 3. Резец конструкции ЦНИИТМаш с механическим закреплением пластинки: 1 - державка; 2 - подкладка; 3 - пластина; 4 - болт; 5 - шайба; 6 - прижим; 7 - передвижной упор.
Рис. 4. Резец с многогранной неперетачиваемой твердосплавной пластинкой: 1 - державка; 2 - пластинка; 3 - штифт; 4 - клин; 5 - винт.
Рис. 5. Резец конструкции ВНИИ с твердосплавной пластинкой.
III
Резе́ц (лат. Caelum)
созвездие Южного полушария неба, не содержит звёзд ярче 4-й визуальной звёздной величины (См. Звёздная величина). Видно только в южных районах СССР. См. Звёздное небо.
резец
м.
1) Режущий инструмент для обработки металла, дерева и других твердых материалов.
2) Орудие каменного века из кремня для обработки кости, рога и некоторых пород камня.
3) Нож, режущая часть плуга и других орудий для обработки земли.
4) Передний зуб плоской формы.
5) а) перен. разг. Искусство скульптуры.
б) Мастерство скульптора.
в) Манера, стиль работы скульптора.
1) Режущий инструмент для обработки металла, дерева и других твердых материалов.
2) Орудие каменного века из кремня для обработки кости, рога и некоторых пород камня.
3) Нож, режущая часть плуга и других орудий для обработки земли.
4) Передний зуб плоской формы.
5) а) перен. разг. Искусство скульптуры.
б) Мастерство скульптора.
в) Манера, стиль работы скульптора.
РЕЗЕЦ
режущий инструмент, обычно стальной брусок прямоугольного, квадратного или круглого сечения; режущая часть выполняется из материала значительно более твердого, чем обрабатываемый материал. Различаются по технологическим группам станков (токарные, строгальные, долбежные), выполняемым работам (проходные, подрезные, расточные, резьбовые и др.), видам подач (правые и левые, продольные, радиальные, тангенциальные), обрабатываемому материалу (для металла, пластмасс и др.), конструкции (цельные, составные, сварные), материалу режущей части (из инструментальной стали, твердого сплава, минералокерамического или композиционного материала) и другим признакам.
---
(лат. Caelum), созвездие Южного полушария.
---
(лат. Caelum), созвездие Южного полушария.
Wikipedia
Резец
Резе́ц может означать:
- Резец — режущий инструмент.
- Резец — один из восьми зубов, функция которых заключается в откусывании пищи.
- Резец — созвездие южного полушария.
- Резец — каменное орудие.
- Резец — портновский инструмент, используемый вместе с меловой доской для копирования меловых линий на деталях кроя.

Examples of use of Резец
1. Он попытался вырвать Косте верхний резец, но зуб просто надломился.
2. Затем в ход идут шило и резец для детальной проработки.
3. Только смотри, чтобы резец не сорвался - еще в лоб попадет.
4. Словно некий алмазный резец наносит на него контуры иконописного сюжета.
5. Он поменял резец, вставил болванку и немного поработал.